技术支持
真空共晶焊接降低空洞率技术分析
真空共晶焊接工艺参数对焊点空洞率的影响,降低大功率芯片的焊点空洞率,改善大功率芯片的散热效果,运用ANSYS软件建立了砷化镓芯片与热沉的焊接三维有限元仿真模型.通过单因素试验设置镀金层厚度,降温速率和升温速率进行仿真,分析工艺参数对焊点空洞率的影响规律,得到最小的焊点空洞率工艺参数组合

真空共晶焊接炉
.仿真结果表明,对真空共晶焊焊点空洞影响最显著的是降温速率,其次是镀金层厚度,升温速率无影响,真空共晶焊焊点空洞率最小的工艺参数组合为镀金层厚度8μm,降温速率1.5℃/s,升温速率0.7-1.1℃/s.
减少焊点中的空洞——共晶焊接技术
共晶焊技术在电子封装行业得到广泛应用,如芯片与基板的粘接、基板与管壳的粘接、管壳封帽等等。与传统的环氧导电胶粘接相比,共晶焊接具有热导率高、电阻小、传热快、
可靠性强、粘接后剪切力大的优点,适用于高频、大功率器件中芯片与基板、基板与管壳的互联。对于有较高散热要求的功率器件必须采用共晶焊接。共晶焊是利用了共晶合金的特性来完成焊接工艺的。
共晶合金有以下特性:
(1)比纯组元熔点低,简化了熔化工艺;
(2)共晶合金比纯金属有更好的流动性,在凝固中可防止阻碍液体流动的枝晶形成,从而改善了铸造性能;
(3)恒温转变(无凝固温度范围)减少了铸造缺陷,如偏聚和缩孔;
(4)共晶凝固可获得多种形态的显微组织,尤其是规则排列的层状或杆状共晶组织,可成为优异性能的原位复合材料(in-situ composite)。 共晶是指在相对较低的温度下共晶焊料发生共晶物熔合的现象,共晶合金直接从固态变到液态,而不经过塑性阶段。其熔化温度称共晶温度。
共晶焊效果
真空可控气氛共晶炉"是国际上近几年推出的新设备,可实现器件的各种共晶工艺;共晶时无需使用助焊剂,并具有抽真空或充惰性气体的功能,在真空下共晶可以有效减少共晶空;如辅以专用的夹具,则能实现多芯片一次共晶,我公司根据新的工艺要求,研制出几款真空可控气氛共晶炉,
如图1所示。KD-V43是西门子+PLC控制,在液晶显示屏上设定工艺曲线及气体流量等工艺参数,由控制软件自动完成工艺过程。 而且还带视觉监控分析系统:焊接过程对焊接缺陷分析,可通过对整个焊接过程的视频录像(将器件和锡膏的焊接变化视频与温度曲线和当前焊接时间、当前温度、当前焊接环境结合在一个画面上),根据分析焊接过程,收集焊接缺陷;通过软件自动对焊接实际曲线和焊接环境的分析,再加入焊接缺陷结果及焊接的前期流程的选项,软件自动给出建议性处理方案,便于贵方公司工艺人员及时可靠的进行工艺整改,从而提高产品质量与生产效率。
使用真空可控气氛共晶炉进行芯片共晶焊需要注意以下几个方面的问题:
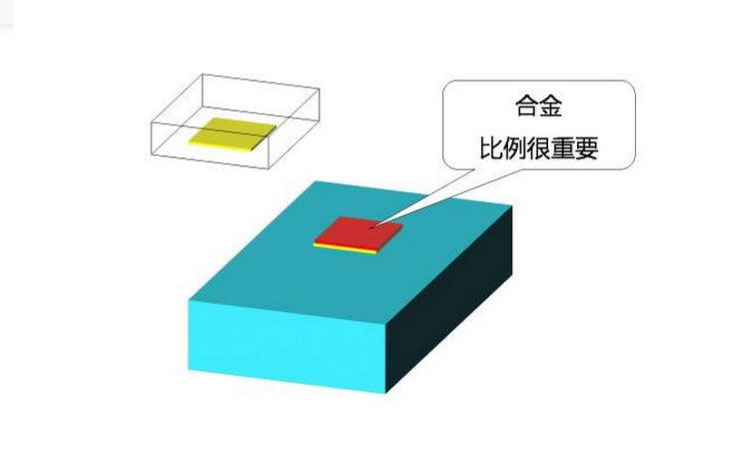
焊料的选用 焊料是共晶焊接非常关键的因素。有多种合金可以作为焊料,如AuGe、AuSn、AuSi、Snln、SnAg、SnBi等,各种焊料因其各自的特性适于不同的应用场合。 如:含银的焊料SnAg,易于与镀层含银的端面接合,含金、含铟的合金焊料易于与镀层含金的端面接合。
根据被焊件的热容量大小,一般共晶炉设定的焊接温度要高于焊料合金的共晶温度30~50℃。芯片能耐受的温度与焊料的共晶温度也是进行共晶时应当关注的问题。如果焊料的共晶温度过高,就会影响芯片材料的物理化学性质,使芯片失效。
因此焊料的选用要考虑镀层的成份与被焊件的耐受温度。此外,如焊料存放时间过长,会使其表面的氧化层过厚,因焊接过程中没有人工干预,氧化层是很难去除的,焊料熔化后留下的氧化膜会在焊后形成空洞。在焊接过程中向炉腔内充入少量氢气,可以起到还原部分氧化物的作用,但最好是使用新焊料,使氧化程度降到最低。
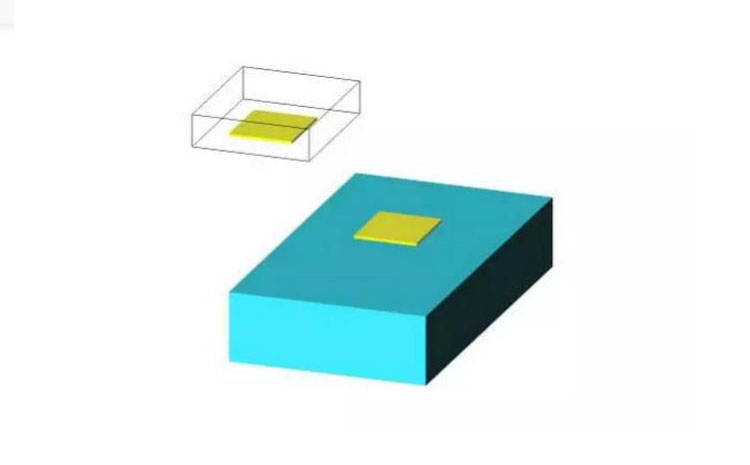
共晶焊示意图
温度控制工艺曲线参数的确立
共晶焊接方法丰要用于高频、大功率电路或者必须达到宇航级要求的电路。焊接时的热损耗,热应力,湿度,颗粒以及冲击或振动是影响焊接效果关键因素。热损伤会影响薄膜器件的性能;湿度过高可能引起粘连,磨损,附着现象;无效的热部件会影响热的传导。
共晶时最常见的问题是基座(Heater Block)的温度低于共晶温度.在这种情况下,焊料仍能熔化,但没有足够的温度来扩散芯片背面的镀金层,而操作者容易误认为焊料熔化就是共晶了。
另一方面,用过长的时间来加热基座会导致电路金属的损坏,可见共晶时温度和时间的控制是十分重要的。由于以上原因,温度曲线的设置是共晶好坏的重要因素。
由于共晶时需要的温度较高,特别是用AuGe焊料共晶,对基板及薄膜电路的耐高温特性提出了要求。要求电路能承受400℃的高温,在该温度下,电阻及导电性能不能有改变。此共晶的一个关键因素是温度,它不是单纯的到达某个定值温度,而是要经过一个温度曲线变化的过程,在温度变化中,还要具备处理任何随机事件的能力,如抽真空、充气、排气等事件。
这些都是共晶炉设备具备的功能。 多芯片共晶的温度控制与单芯片共晶不同。多芯片共晶时会出现芯片材料不同,共晶焊料不同,因此共晶温度不同的情况。这时需要采用阶梯共晶的方法。
一般先对温度高的共晶焊料共晶,再共晶温度低的。共晶炉控制系统可以设定多条温度曲线,每条温度曲线可以设定9段,通过链接的方式可扩展到81段,在温度曲线运行过程中可增加充气、抽真空、排气等工艺步骤。
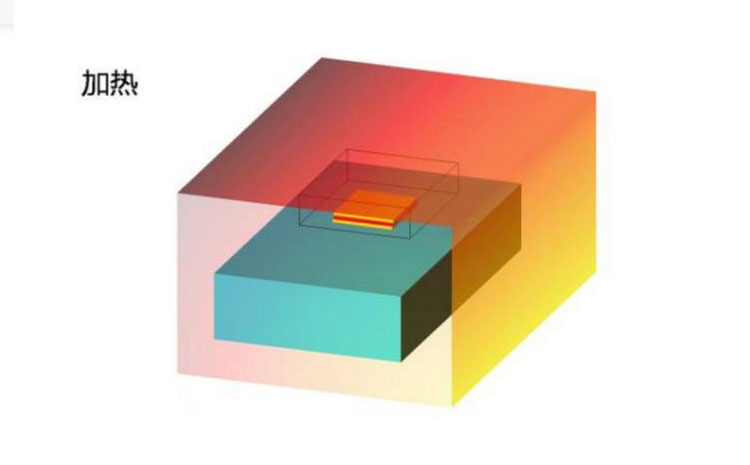
共晶焊接效果图 上图中红色部分
降低空洞率
共晶后,空洞率是一项重要的检测指标,如何降低空洞率是共晶的关键技术。空洞通常是由焊料表面的氧化膜、粉尘微粒、熔化时未排出的气泡形成。由氧化物所形成的膜会阻碍金属化表面的结合部相互渗透,留下的缝隙,冷却凝结后形成空洞。 共晶焊时形成的空洞会降低器件的可靠性,扩大IC断裂的可能,并会增加器件的工作温度、削弱管芯的粘贴能力。共晶后焊接层留下的空洞会影响接地效果及其它电气性能。 消除空洞的主要方法有:
(1)共晶焊前清洁器件与焊料表面,去除杂质;
(2)共晶时在器件上放置加压装置,直接施加正压;
(3)在真空环境下共晶。
实现多个芯片一次共晶
存进行多芯片组件共晶时,由于芯片的尺寸越来越小,数量越来越多,就必须采用特制的夹具来完成。这类夹具不但具有固定芯片和焊料位置的功能,本身还要具有易操作、耐高温不变形的特性。由于有些芯片的尺寸只有0.5 mm2甚至更小,不易定位,人工放置不便,所以共晶炉一般焊接1mm2以上的芯片;在共晶时由于有气流变化,为防止芯片移动,用夹具定位是必需的。

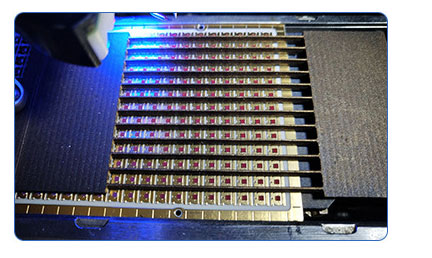
图为深圳邦企创源科技研发的真空共晶炉,空洞率控制在3%
夹具除对加工精度的要求外,还须耐受高温且不变形,物理化学性质不会改变、或说其变化不会给共晶带来不利影响、甚至有助于共晶:制造夹具的材料还必须易于加工,如果加工很困难,不利于功能实现。另外,易于使用也是着要重考虑的方面。石墨基本附合以上要求,共晶炉的夹具一般选用的就是高纯石墨,它具有以下特点:
(1)高温变形小,对器件影响较小;
(2)导热性好,有利于热量传播,使温度均匀性好;
(3)化学稳定好,长期使用不变质;
(4)可塑性好,容易加工。
在一个氧化环境中,石墨中的碳形成CO和CO2,背"擦干"氧气的优点。石墨是各向同性材料,晶粒在所有方向上均匀、密集分布,受热均匀。焊接元件被固定在石墨上,热量直接传导,加热均匀,焊接面平整。
2.2 基板与管壳的焊接
与芯片和基板的焊接工艺相似,基板与管壳的焊接也是共晶焊很好的应用领域。在这一工艺中要注意空洞率要符合国军标GJB548-96A的要求,军用产品控制在25%以下。由于基板一般比芯片尺寸大,且材质较厚、硬些,对位置精度要求低,所以用共晶炉能更好地焊接。
2.3 封帽工艺
器件封帽也是共晶炉的用途之一。通常器件的外壳是陶瓷或可伐等材料外镀金镍而制成的。陶瓷封装"在实际应用中由于它容易装配、容易实现内部连接和成本低而成为最优封装介质。
陶瓷能经受住苛刻的外部环境,高温、机械冲击和振动,它是一个刚硬的材料,并且有一个接近硅材料的热膨胀系数值。这类器件的封装可以采用共晶焊的方法,陶瓷腔体上部有一个密封环,用来与盖板进行共晶焊接,以获得一个气密、真空封焊。金层一般需要1.5m,但是由于工艺处理及高温烘烤,腔体和密封环都需电镀2.5μm的金,过多的金用来保护镍的迁移。
镀金可伐盖板可被用来作为气密性封焊陶瓷管壳的材料,在共晶前一般要进行真空烘烤。 共晶炉还可应用于芯片电镀凸点再流成球、共晶凸点焊接、光纤封装等工艺。除混合电路、电子封装外,LED行业也是共晶炉应用领域。
3 共晶炉与其它共晶设备的比较
除共晶炉外,实现共晶焊接的设备还有:带有吸嘴和镊子的共晶机、红外再流焊炉、箱式炉等。使用这类设备共晶时存在以下问题:
(1)在大气环境下焊接,共晶时容易产生空洞;
(2)使用箱式炉和红外再流焊炉进行共晶需要使用助焊剂,会产生助焊剂流动污染,增加清洗工艺,若清洗不彻底导致电路长期可靠性指标降低;
(3)镊子共晶机对操作者要求高,许多工艺参数不可控,不能任意设置温度曲线,在进行多芯片共晶时,芯片重复受热,焊料多次融化易使焊接面氧化,芯片移位,焊区扩散面不规则,严重影响芯片的寿命和性能。
- 上一篇:没有了
- 下一篇:真空回流焊工艺解析及应用
