新闻动态
大功率激光器焊接选择真空共晶炉三项主要指标标
大功率激光器、高功率激光器和普通激光器焊接,在工艺上面还是有很大差别,就像电路板焊接的时候,带治具焊接和不带治具焊接工艺是不一样的。尤其是有的高功率激光器高度都有50mm了。如何提高焊接质量,选择性价比高的真空共晶炉,就是一个很重要的课题。
大功率激光器焊接真空共晶炉
高功率激光器基本都是焊片焊接,用金锡、锡银铜和铟焊片居多。对焊接工艺要很高的要求。那么如何选择合适的真空炉是一个技术活。主要有下面三个主要指标
一:温度均匀度如何,温度均匀度的高低是判断能否焊接好激光器的关键指标。一般要达到2度以内。2度在设备验收的时候可以做到。那么在设备使用半年一年能不能达到,这个考验的就是真空炉厂家的技术积淀和对材料特性等等方面是否专业。
一般来说,使用一年以上,温度曲线是否还能重合,就知道温度均匀度有多高,这是关键指标。不是刚刚买的新的真空炉能达到的温度均匀度,是使用一年以上,你的真空炉还能不能达到这个水平,这个才是考验厂家的水平,也是这款真空炉的核心技术优势。
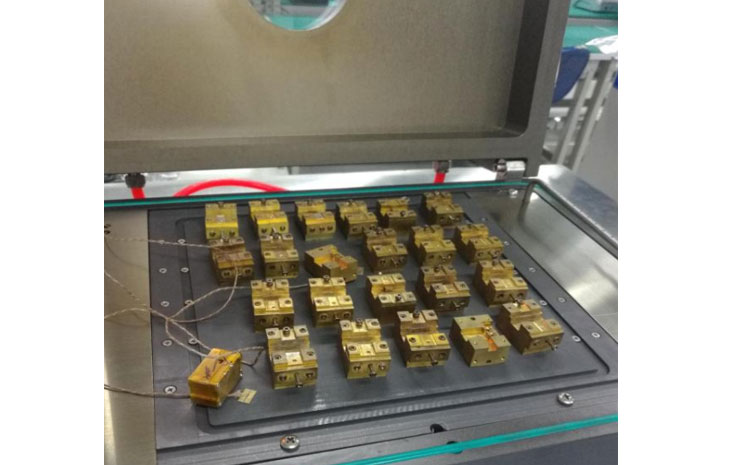
激光器在真空炉中焊接的效果
二:降温斜率是否能达到激光器的焊接要求,高功率激光器对设备的降温斜率要求很高。一般达到3-5度/秒,看温度曲线。
三,真空炉氧含量的控制水平处在什么位置,长期使用能不能稳定在一个高水平,还有在焊接过程中不能有波动。
做过激光器真空焊接的朋友们都知道,一个批次焊接这么多激光器,如果温度均匀度不高,就会出现这一批里面,有几个焊接好的,有几个焊接不好的。
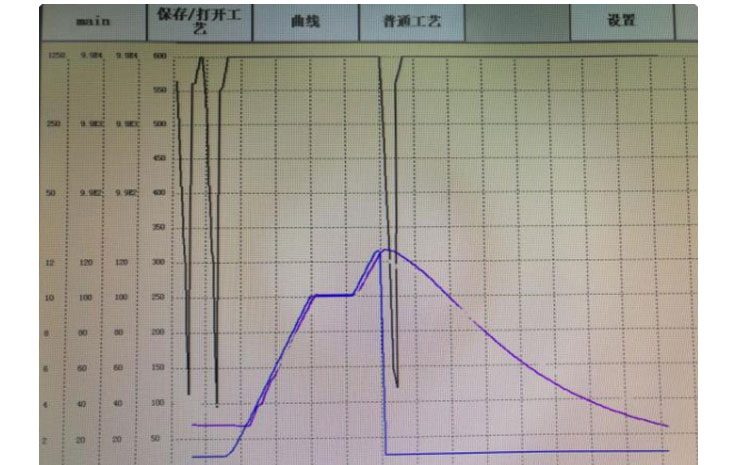
真空炉焊接曲线
同理,如果降温的时候降温斜率和均匀度不够,那么在高温中持续时间长的高功率激光器空洞率就会非常高,这也说明这是一个关键指标。降温斜率要高,同时降温过程中的温度均匀度也要高,这是核心指标,大家选择激光器真空焊接炉,尤其是高功率激光器真空炉的时候,一定注意这几个核心指标。
激光器行业用户选择真空回流焊、真空共晶炉一定要做多批量的测试焊接,一个两个工件说明不了问题。一定要多次测试、严格检查技术指标。毕竟一个激光器的成本在那里呢,出现一个两个质量问题,损失由多大?有多个不良导致最终产品的不良是个大事。
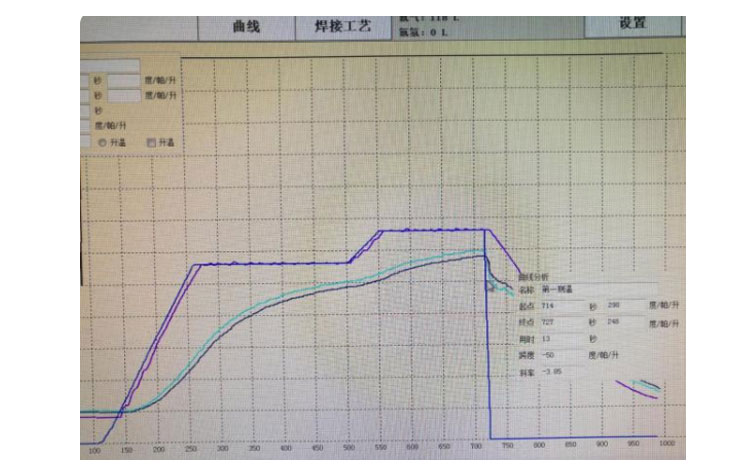
真空炉降温斜率
同时选择真空焊接炉,一定要选择掌握核心技术的厂家,选择有核心技术的产品。选择有核心发明专利的厂家。之前激光器厂家采购真空炉基本都会采购德国真空炉。
实际上据我所知,目前国内激光器真空炉厂家的技术水平就已经超过德国厂家的真空炉。而且性价比还比较有优势。如果想多了解情况可以在激光器真空炉 功率激光器真空炉 高功率激光器真空炉 即可查到更多资料。
- 上一篇:真空共晶炉加热板选型分析,对其共晶焊接有什么影响如下
- 下一篇:没有了
