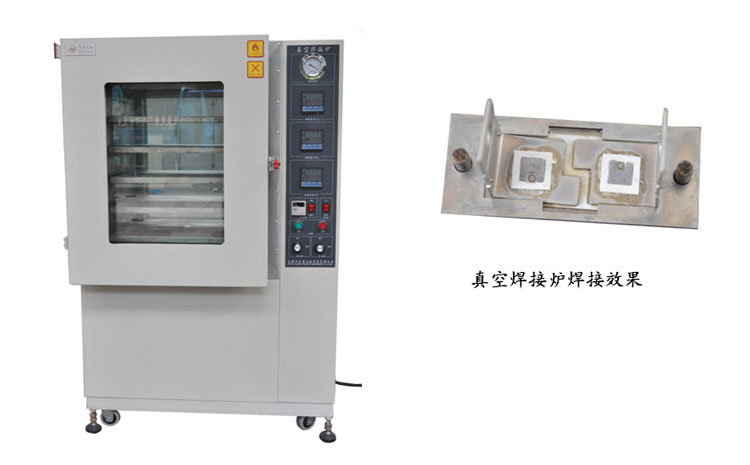
真空焊接炉

交期:25-30个工作日
描述:工艺温度达500°C,良好的温度均匀性,升温速率可达40k/min,冷却速率可达180k/min
规格: 0.5t 1t 2t 3t 5t 8t 10t
真空焊接炉、铝合金、镍基合金钎焊设备专为大批量生产和研发设计的系统、真空焊接炉,真空焊接系统理想应用于大批量生产各种材料, 温度*高可达到 750 °C。整合的加热和冷却热板可以单独控制。 焊接区域的空洞率减少到小于2%而典型回流焊接范围为 20%。
使用各种气体诸如 [N2, H2 100, N2/H2 95/5], 允许微量助焊接和极少空洞焊接工艺, 该系统是理想的生产设备。选择使用蚁酸化学活化以达到更高要求的洁净的焊接工艺, 甚至在没有额外助焊剂情况下也可使用无铅的焊膏或焊片。
工艺过程计算机与易操作的触摸屏结合一起, 便于工艺资料的编辑和程序的存储.辅助功能可以通过以太网的 USB 接口与打印机, 外部存储设备和远程访问进行连接 。
真空焊接炉特征及优势:
1,工艺温度达650°C
2,良好的温度均匀性
3,升温速率可达40k/min
4,冷却速率可达180k/min
5,真空度可达 10-1 mbar
6,高产能
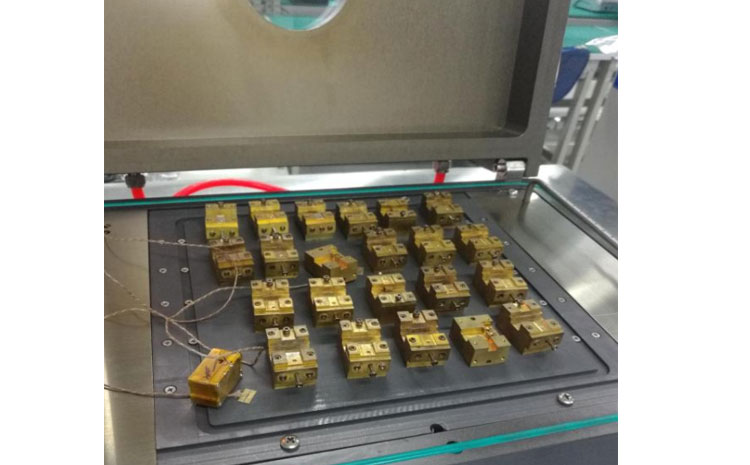
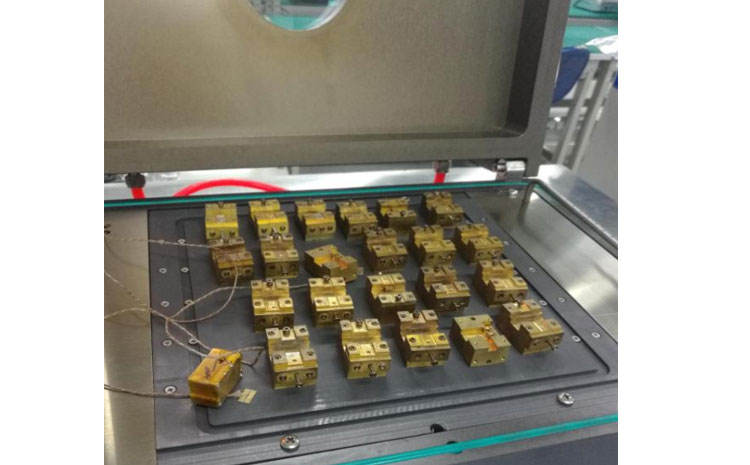
大功率半导体器件真空焊接炉
真空焊接炉典型应用:
大功率半导体器件
光电封装
气密封装
晶片级封装
UHB LED 封装
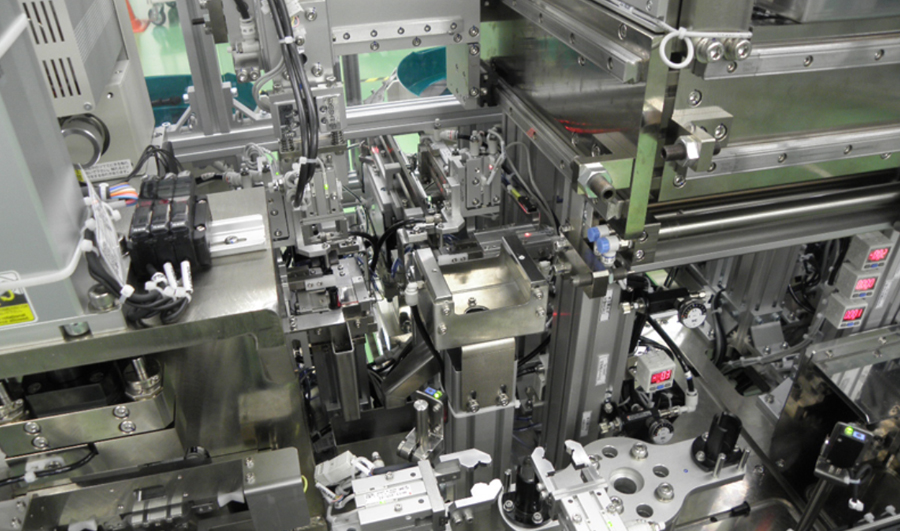
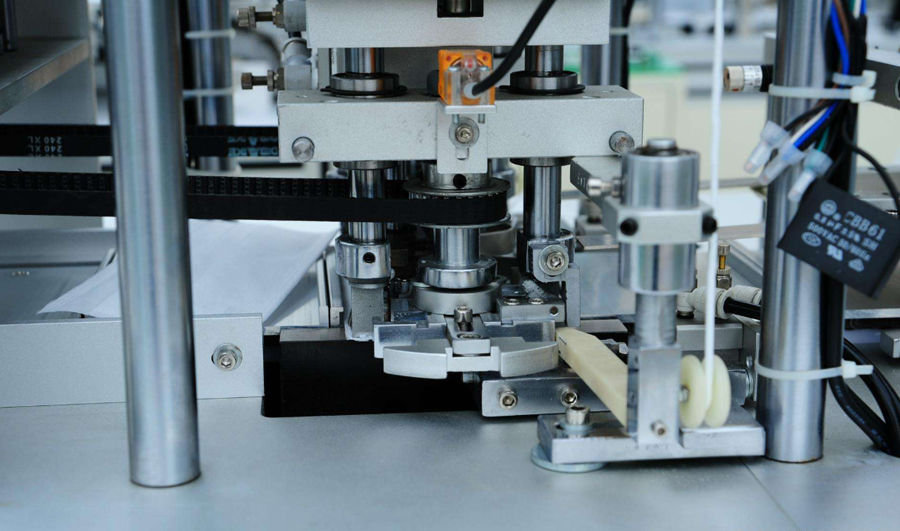
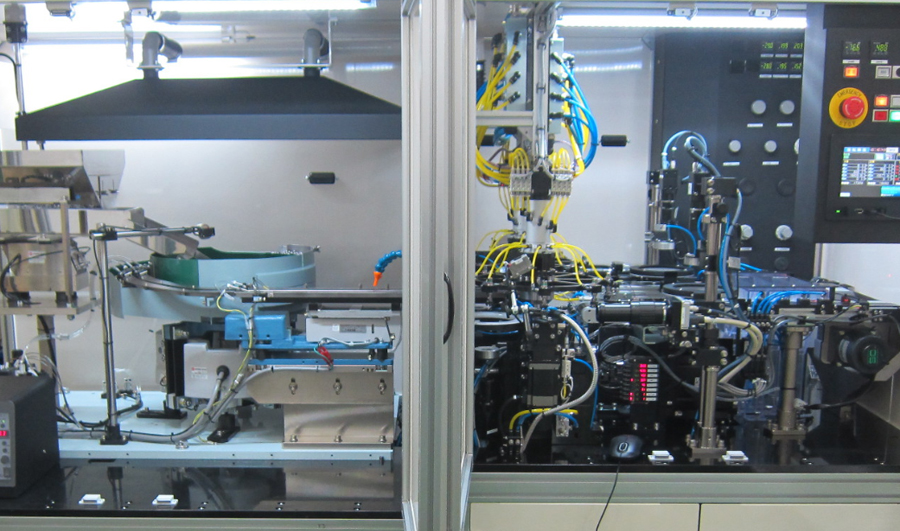
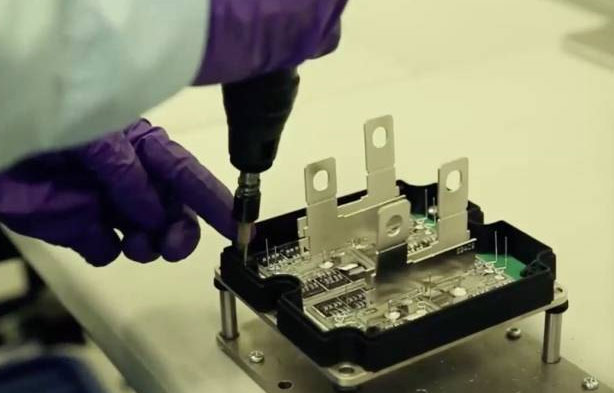
真空焊接炉使用实拍
真空回流炉减少焊接过程中的空洞的基本原理主要可以从四个方面来分析,下面就来简单的讲解分析一下。
随着元器件不断向小型化发展,芯片集成度越来越高,无论是笔记本、智能手机还是医疗器械、汽车电子,军工和航天产品,产品中的阵列封装的BGA、CSP等器件应用越来越多,对产品的质量要求也越来越多。这都需要我们不断的提高smt工艺能力,增加高端设备,通过高质量焊接保证高可靠性产品。
1、真空回流炉可以提供很低的氧气浓度和适当的还原性气氛,这样焊料的氧化程度得到大大地降低;
2、由于焊料氧化程度的降低,这样氧化物和焊剂反应的气体大大减少,这样就减少了空洞产生的可能性;
3、真空可以使得熔融焊料的流动性更好,流动阻力更小,这样熔融焊料中的气泡的浮力远远大于焊料的流动阻力,气泡就非常容易从熔融的焊料中排出;

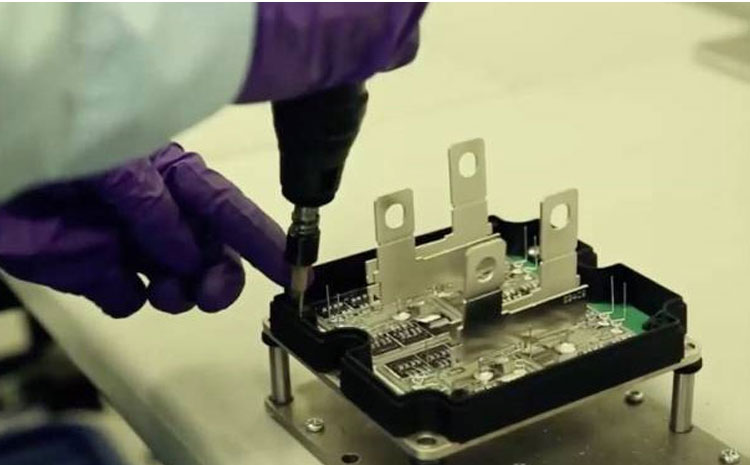
共晶焊接工艺
4、由于气泡和外面的真空环境存在着压强差,这样气泡的浮力就会很大,使得气泡非常容易摆脱熔融焊料的限制。真空回流焊接后气泡的减少率可达99%,单个焊点的空洞率可小于1%,整板的空洞率可小于5%。
一方面能够使得焊点可靠性和结合强度加强,焊锡的润湿性能加强,另一方面还能在使用的过程中减少对焊锡膏的使用,并且能够提高焊点适应不同环境要求,尤其高温高湿,低温高湿环境。