真空回流焊


交期:25-30个工作日
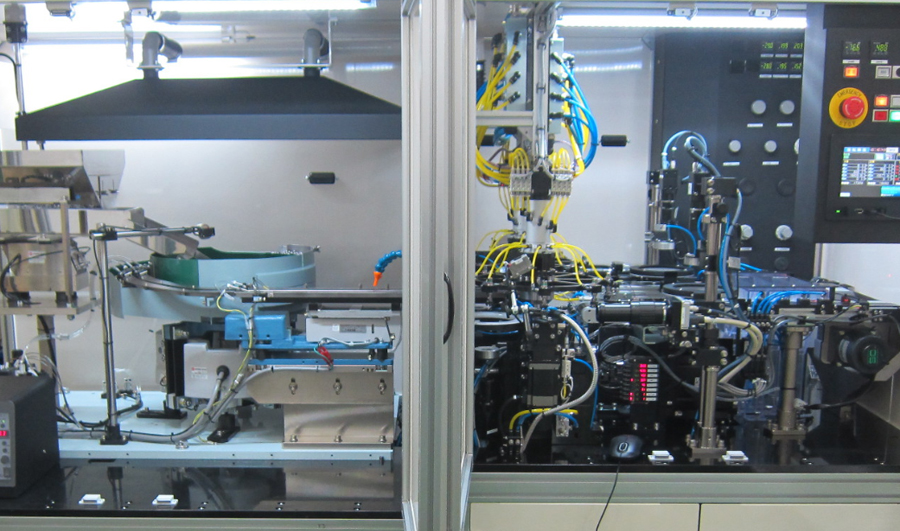
描述:高真空热压烧结炉主要应用于粉末冶金、金属材料、陶瓷材料和磁性材料、硬质合金等的烧结工艺,同时也可以满足产品的钎焊、退火及回火工艺,是一款适用性非常广的真空炉。真空共晶焊接工艺参数对焊点空洞率的影响,降低大功率芯片的焊点空洞率,改善大功率芯片的散热效果,分析工艺参数对焊点空洞率的影响规律,得到最小的焊点空洞率工艺参数组合
规格: 200*200mm
高真空热压烧结炉主要应用于粉末冶金、金属材料、陶瓷材料和磁性材料、硬质合金等的烧结工艺,同时也可以满足产品的钎焊、退火及回火工艺,是一款适用性非常广的真空炉。真空共晶焊接工艺参数对焊点空洞率的影响,降低大功率芯片的焊点空洞率,改善大功率芯片的散热效果,分析工艺参数对焊点空洞率的影响规律,得到最小的焊点空洞率工艺参数组合

真空烧结炉特点:
(1)双层SUS304炉体结构,中间通以冷却水,有效降低炉体表面温度减少高温伤害,降低对环境的影响;
(2)框架式双立柱支承结构,采用型材焊接,整体加工,保证设备的可靠性;
(3)采用保温材料及隔热结构,导热系数低,保温效果好,即使在很高的温度下也能有效隔绝热量,节约能耗;
(4)温度范围广,加热元件多种可选,例如石墨、钼、钨、钽等,在合适的保护气氛中,温度可达2400℃ ,可适应不同材料的热压烧结;
(5)多样化真空系统配置,根据工艺选择不同等级的真空度;
(6)设有充放气系统,既可以选择在真空环境中进行热压烧结,也可以选择在惰性气氛或还原性气氛中进行热压烧结;
(7)人性化配置,既可以手动操作,也可以实现一键智能操作;
(8)炉多用,可作为单纯的真空或气氛烧结炉使用;
(9)型式多样化,立式上出料、立式侧开门出料、单向加压、双向加压等等,任意选择;
(10)本产品接受非标定制。

真空烧结炉主要配置
炉门:铰链回转式;手动锁紧/自动锁圈锁紧
炉壳:全碳钢/内层不锈钢/全不锈钢
炉胆:软碳毡+硬质复合毡 / 全硬质复合毡
加热器材质:等静压石墨/模压三高石墨
炉体:立式/卧式
气路控制:体积/质量流量计;手动阀/自动阀;进口/国产
真空泵和真空计:进口/国产
料车:滚道式/叉车式
操作面板:模拟屏/触摸屏/工控机
PLC:欧姆龙/西门子
控温仪表:岛电/欧陆
热电偶:C分度号(钨套管/钼套管/陶瓷套管)
记录仪:无纸记录仪/有纸记录仪;进口/国产
电器元件:正泰/施耐德/西门子

真空选型参考(可根据用户需求尺寸定制)
|
型 号 |
有效加热区 |
最高温度(℃) |
极限真空度(Pa) |
均温性(℃) |
压升率(Pa/h) |
加热功率(kw) |
装料量(kg) |
|
ET-112 |
120*120*200 |
1600 |
2*10-3 |
±5 |
≤0.67 |
30 |
5 |
|
ET-223 |
200*200*300 |
1600 |
2*10-3 |
±5 |
≤0.67 |
45 |
15 |
|
ET-334 |
300*300*400 |
1600 |
2*10-3 |
±5 |
≤0.67 |
60 |
50 |
|
ET-446 |
400*400*600 |
1600 |
2*10-3 |
±5 |
≤0.67 |
90 |
100 |
|
ET-557 |
500*500*700 |
1600 |
2*10-3 |
±5 |
≤0.67 |
150 |
150 |
|
ET-669 |
600*600*900 |
1600 |
2*10-3 |
±5 |
≤0.67 |
180 |
300 |
|
ET-7712 |
700*700*1200 |
1600 |
2*10-3 |
±5 |
≤0.67 |
240 |
500 |
|
ET-8815 |
800*800*1500 |
1600 |
2*10-3 |
±5 |
≤0.67 |
300 |
800 |
实验室真空炉选择哪家成本经济合理
随着市场上销售的实验室真空炉品牌种类增多之后,每一个品牌在市场上的影响力和关注度上不同,客户在选择上也是会不同的。此时,客户都会考虑到成本方面的问题。只有确保性能可靠,工艺有保障,才能够在选择更加放心的。那么,选择哪家成本经济合理呢?
首先,根据所确定的型号大小,对比不同品牌给出的报价。只有在价格上更加合理一点,才能够在成本上会越来越值得信赖的。由于型号类别越来越多,每一个型号的市场行情都会不一样,是没有可比性的。

对于每一个品牌的安全装置上了解清楚,毕竟运用实验室真空炉来进行加热处理时,必须要做到更加安全可靠。此时安全装置方面就会起到了很大的作用。此时,客户在市场上挑选的过程中都要形成对比,才能够知道更加合理的一家。
外观表面处理工艺,当然也是客户在挑选实验室真空炉过程重要了解的方面。只有工艺处理专业精准,对每一个细节的把关上较为严格,出厂的品质上才会更好一点,让客户订购会更加放心的。 真空焊接炉技术降低焊接空洞率方法
真空焊接炉技术是在真空环境下进行的共晶焊接,这种技术通过在真空环境中进行焊接,显著降低了焊接过程中的空洞率。真空环境可以有效地减少氧气和水分等杂质对焊接过程的影响,从而减少焊接过程中的氧化反应,?进而降低空洞的产生。

真空共晶炉是基于传统链式炉升级打造的新工艺焊接装置,它具有焊接稳定性高、焊接合格率高等众多优势。现在就选择真空共晶炉焊接为什么可以去除空洞作简要阐述:
1.增加焊片的湿润性会降低空洞率
现今之所以越来越多高精工零件需要采用真空共晶炉进行焊接,这是因为这种焊接方式更有利于降低空洞率。特别是当焊片的湿润性增加时,处于真空环境中高精工零件的空洞率将会被大幅度降低,在这种环境中还原性气氛还会提升焊片的湿润性。
2.锡膏/焊片中的空气气泡在真空中会进行合并
选择真空共晶炉焊接之所以可以降低空洞率,这是因为锡膏/焊片中的空气气泡真空中会进行合并。常规状态下锡膏/焊片在焊接时会形成许多空气气泡,但当大气环境向真空环境转化时会形成一定的压力差,从而促使空气气泡在真空中进行合并,并且经由表面将气泡排出。

3.真空环境会降低气泡残存率
这是因为真空环境中普通的空气气氛将会变成氮气气氛,如此一来便可大大减少高精工零件的氧化率,同时在气压变化的瞬间残存的气泡将会持续变小直至消失,因此真空氛围中气泡残存率非常低。
?此外,?通过控制焊接气氛,?如充入氮气或还原性气氛等保护气体,?可以进一步降低氧化膜的形成速度,?避免氧化膜与空洞结合,?从而避免工件导热性能下降和局部芯片烧毁等问题。?这种技术不仅提高了焊接质量,?还提高了工作效率。?
具体到降低空洞率的措施,?包括但不限于控制焊接气氛、?优化焊接曲线、?调整镀金层厚度和焊接压力等因素。?这些措施通过实验验证,?显示出在高频、?大功率、?高可靠性要求的场景下,?共晶焊接工艺明显优于导电胶粘接,?其热性能、?电性能及机械性能均大大优于后者。?

综上所述,?真空共晶焊接技术通过在真空环境下进行焊接,?有效降低了焊接过程中的空洞率,?提高了焊接质量和效率,?特别适用于高频、?大功率、?高可靠性要求的场景。?